
Anwendungen > Objektpositionierung bei unterschiedlichen Schritten im Warmschmieden
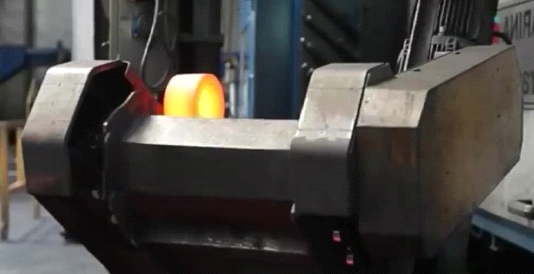
Objektpositionierung bei den unterschiedlichen Schritten im Warmschmieden
Typ:
Artikel-Nr.:
Einsatzbereich:
OKA 204.05 GS
6410I
Berührungslose Erkennung von Warmobjekten
Industriebereich:
Stahlumformung - Maschinenbau

Kunde / Branche / Anlagenbauer
Mechanische Schmiedepressen für mittlere Presskräfte
Beschreibung der Anwendung
Beim Schmieden mit automatischen Pressen bzw. kompletten Linien muss die Position des Werkstückes an unterschiedlichen Stellen, je nachdem welche Prozesse automatisiert sind, geprüft werden. Vor der Umformung muss die Position und Temperatur des Werkstückes im Arbeitsbereich geprüft werden. Wenn die Bestückung über Einleger erfolgt, wird die Position des Werkstückes im Einleger vor dem Laden und vor der Entnahme geprüft. Auf Schneidemaschinen, die eine Entgratungsfunktion haben und neben der Presse arbeiten, erfolgt eine Positionskontrolle. Auf der Rutsche, beim Auswurf, werden die Schmiedeteile auch überwacht.
Kundenproblem
Im Warmschmiedeprozess liegt die Objekttemperatur gegen 900 °C. Pressen können je nach Modell gleichzeitig mehrere Werkstücke angereiht schmieden. Daher werden Sensoren mit schmalem Blickfeld benötigt, um individuell nur den entsprechenden Arbeitsbereich zu überwachen. Die Montagestelle ist gerade über den Arbeitsbereich, wo sie von Temperatur und Graphit überwältigt werden.
Bisherige Lösung / Wettbewerbsprodukt
Keine. Pressenbauer Farina installiert seit über 30 Jahren nur Proxitron Sensoren, weil geeignet für die rauen Arbeitsbedingungen. Endkunden, die Erfahrung mit Farina Pressen und Proxitron Sensoren gemacht haben, kaufen wiederum neue Linien oder lassen existierende Pressen vom Marktführer Farina Presse umbauen, um- oder nachrüsten, wobei sie immer Proxitron Sensoren vorschreiben.
Proxitron Lösung
Hot Metal Detektor im kompakten Edelstahlgehäuse. Feste Ansprechtemperatur weil ausreichend für die mögliche Kostersparung. Kurzes Tubus OL 31 auf der Optik, mit 4 mm Loch, zur Einengung des Blickwinkels und zum Schutz der Optik. Als Zubehör für Ausrichtung wurde ein Laser Pilotlicht DAK 308 gekauft.
Vorteil gegenüber bisheriger Lösung oder Wettbewerb
Zuverlässigkeit, Lebensdauer und Flexibilität. Ein einziger Gerätetyp passt für alle Aufgaben. Da Sensor auf Werkstücktemperatur reagiert, erfolgt gleichzeitig auch eine Überwachung der Mindesttemperatur des Werkstückes; diese wichtige Funktion verhindert eine Beschädigung des Presswerkzeuges durch zu kaltes Material. Von einigen Endkunden wird das HMD Signal auch für Zahlzwecke aufbereitet.



Verwendetes Zubehör
Bezeichnung
Kurzes Tubus mit Lochblenden 4 und 8 mm
Laserpilotlichtvorsatz
Typ
OL 3
DAK 308
Art.-Nr.
9828N
6813G
Haben Sie eine ähnliche Anwendung und würden gerne beraten werden?
Dann füllen Sie bitte unseren Anwendungsfragebogen für infrarot Sensoren aus und senden ihn an sales(at)proxitron.de. Unsere Experten werden Ihnen so schnell wie möglich antworten.

Sie möchten über aktuelle Produkte, Trends und vieles mehr informiert werden?
Bleiben Sie mit unserem Newsletter informiert!